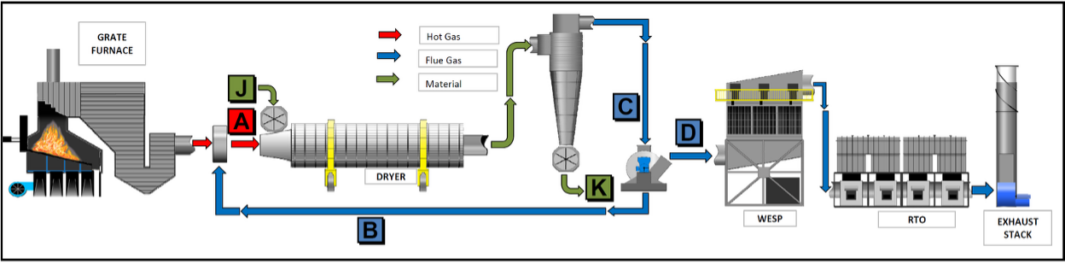
Rotary drum dryers remain the most common—and most practical—drying technology in Canadian pellet plants. They are robust, heat-efficient and responsive to changes in feed moisture. At the same time, incident history across the sector shows a recurring reality: when a dryer incident occurs, it rarely involves only the drum. It can involve the entire integrated line, from the furnace and dilution duct to the drum and cyclones and through the induced-draft fan and quench interface.
To help the industry reduce fires and explosions in rotary drum dryers, the Wood Pellet Association of Canada (WPAC) has released a Safer Operations of Rotary Drum Dryers report. The report was developed by a multi-stakeholder Rotary Drum Dryer Working Group tasked with consolidating lessons from incident reviews and bowtie analysis into practical expectations for safer, verifiable operation—what “good” looks like when the process is under stress, not just when it is steady.
The report shows that dryer safety improves when it is managed as a system of barriers that must be proven, maintained and owned—habits that each facility should develop. Each safety-critical barrier needs a performance expectation, a proof-test method and frequency and an accountable owner—so safety moves from “we believe we’re covered” to “we can prove we’re covered.”
Habit One: Treat Induced Fan Trips, Power Interruptions and Start-Up and Shutdown as “Red-Zone Work”
One conclusion is hard to ignore: the highest-risk periods are predictable. Loss of draft caused by induced-draft fan trips or power interruptions, along with startup and shutdown, repeatedly appear as the most dangerous times in rotary drying. During these transients, gases can stagnate, combustible pockets can form, flow can reverse, and ignition becomes more likely—especially if deposits, leaks, or unstable combustion are already present. If a plant wants to reduce dryer incidents, it has to treat these moments as “red-zone work,” not as routine transitions.
Habit Two: Replace Assumptions with Proof
The second theme is just as practical: incidents are often amplified by reasonable assumptions.
- Assuming draft is established.
- Assuming purge did what it was supposed to do.
- Assuming instruments are accurate.
- Assuming a damper is where the screen says it is.
The Working Group’s direction is to replace assumptions with proof. Purge should be verified by both time and flow before light-off. Feed and light-off permissives should be tied to live confirmation of induced-draft fan status and minimum airflow. On a trip, feed should be held automatically and abort, or vent paths opened as designed, with restart conditioned on normalized conditions—not simply on elapsed time.
Habit Three: Shape Safety Margins with Fuel and Fibre Quality
Fuel and fibre variability underpins many dryer issues, and is a more significant factor than it used to be. Many plants are increasingly dependent on a wider range of external feedstocks—hog, bush grind, mixed fibre—often with higher levels of contamination and greater variability in moisture and fines.
The Working Group’s position is straightforward: fuel and fibre quality are more than just efficiency issues; they influence safety margin. Out-of-spec fuel can cause unstable combustion, increase pockets of carbon monoxide and unburned gas, or create ember carryover. Similarly, inconsistent fibre blends and fines variability can create uneven drying, over-dry fines, and increased combustible dust loading—conditions that don’t always show up as a single obvious failure, but build the backdrop for an event.

Habit Four: Use Instruments to Watch for Early Warning Signs
Another recurring lesson is that early warning systems are available—if sites choose to use them and keep them trustworthy. The report emphasizes multi-point oxygen measurements along the line and carbon monoxide monitoring as early indicators of unsafe atmospheres and smouldering. It also underscores a reality operators know well: sensors can foul, drift, and be damaged by moisture, deluge, and harsh conditions. Poorly placed or poorly maintained instruments undermine the barriers they depend on. If the control room display doesn’t match what’s happening in the field, operators lose trust—and when trust is gone, people start working around systems rather than working with them.
Habit Five: Create Safe Conditions with Inspection Routines, Defined Triggers and Verification
Deposits, leaks and housekeeping repeatedly show up as the quiet risk-builders. The accumulation of deposits and dust in drums, ducts, and cyclones can create smouldering nests that flare when airflow or oxygen levels change. Seal wear and leaking airlocks add oxygen where it doesn’t belong, shifting the line toward flammable regimes and destabilizing control. The best operations don’t treat these as “maintenance issues.” They treat them as safety conditions: clear inspection routines, defined clean-out triggers, and a discipline of verification after work before returning to full load.
The induced-draft fan requires special attention because it is a single-point dependency for draft. A fan trip or power dip can allow hot-gas reversal and rapid buildup of hazardous conditions within seconds. That’s why the Working Group emphasizes fan permissives, automatic purge/abort sequences on trip, proven damper governance in the field, and condition monitoring that detects deteriorating fan health before a failure forces the issue. At the downstream boundary, the quench interface matters because it conditions temperatures and provides a reliable route for abort/vent during upsets, helping prevent upstream instability from travelling into downstream controls.
Habit Six: Integrate Explosion Mitigation
Even with strong prevention, the report also recognizes a practical truth: the potential for an internal event cannot be completely eliminated. Where feasible, facilities should integrate explosion-mitigation approaches and, critically, engineered isolation so that a problem in one piece of equipment doesn’t propagate through connected ductwork and systems.
Habit Seven: Implement Playbooks, Drills and Training Focused on Hazardous Phases
Finally, the Working Group is blunt about the human element. Distractions, misreading alarms, incomplete purges, and delayed responses during loss of draft have contributed to real incidents. The answer is not more paperwork. It is practical training focused on the most hazardous phases—startup, shutdown, and power interruptions—paired with drills and playbooks that make the right actions the easy actions under pressure.
Rotary drum dryer incidents are not inevitable. They follow patterns that the industry already understands. The opportunity is to standardize what good practices look like, strengthen the barriers that matter most during transients and build the habits that prevent fires before they start.
Visit pellet.org for the Safer Operations of Rotary Drum Dryers report, which expands on the Working Group’s findings, including barrier concepts, common upset scenarios and practical considerations for implementation.
If you have questions, would like to share lessons learned, or want to discuss how these practices can fit your operation, please reach out to Fahimeh Yazdan Panah at fahimeh@pellet.org.
Dr. Fahimeh Yazdan Panah, Associate Executive Director with WPAC, has been engaged in research and discovery in the emerging area of bioenergy for over 15 years and has managed bioenergy projects for a variety of clients, including governments, manufacturers, and technology developers. She has led biofuel densification, pretreatment and storage and handling research studies for 10 years; co-authored more than 80 technical reports; and peer-reviewed publications in the field.
Dr. Hamid Rezaei, Process Safety Management Lead with WPAC, is a biomass processing and pelletization specialist with experience in renewable energy, industrial operations, and process improvement. His work focuses on practical solutions that strengthen performance, reduce risk, and support safer, more efficient operations.